



 射钉枪
射钉枪 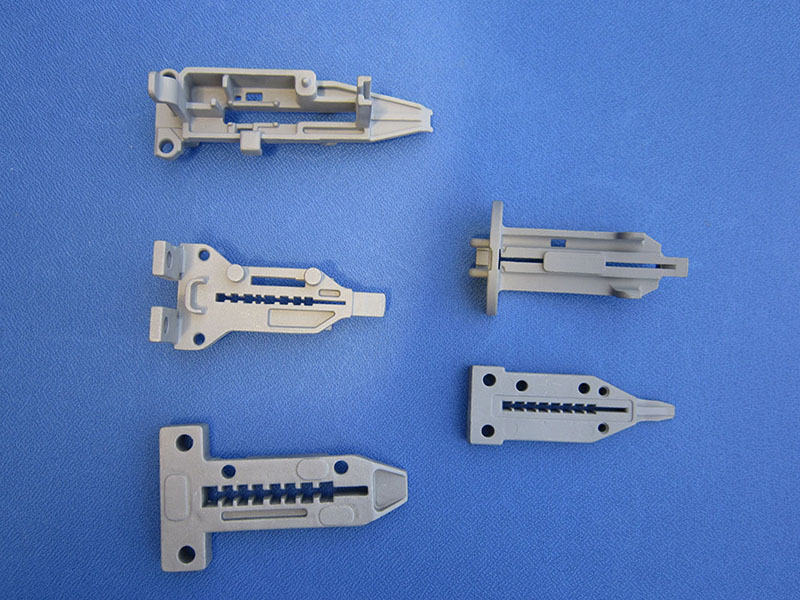 射钉枪
射钉枪 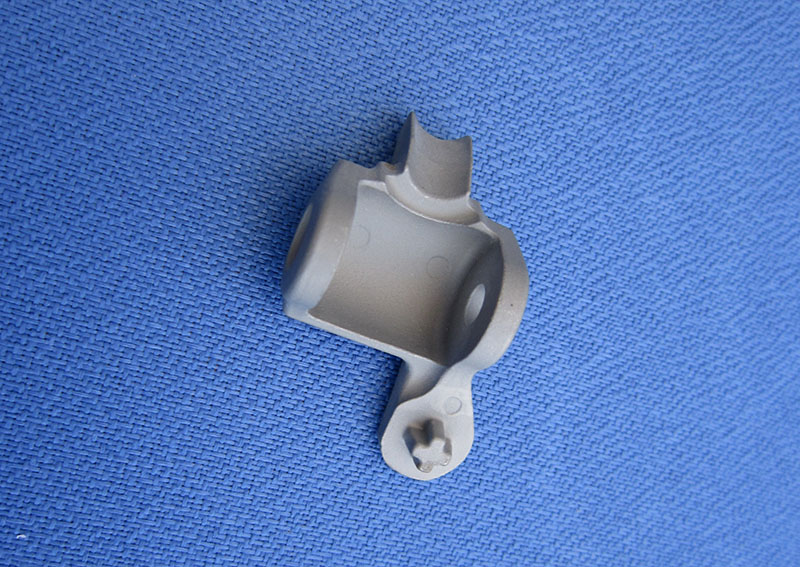 射钉枪
射钉枪 
 阀门
阀门  阀门
阀门 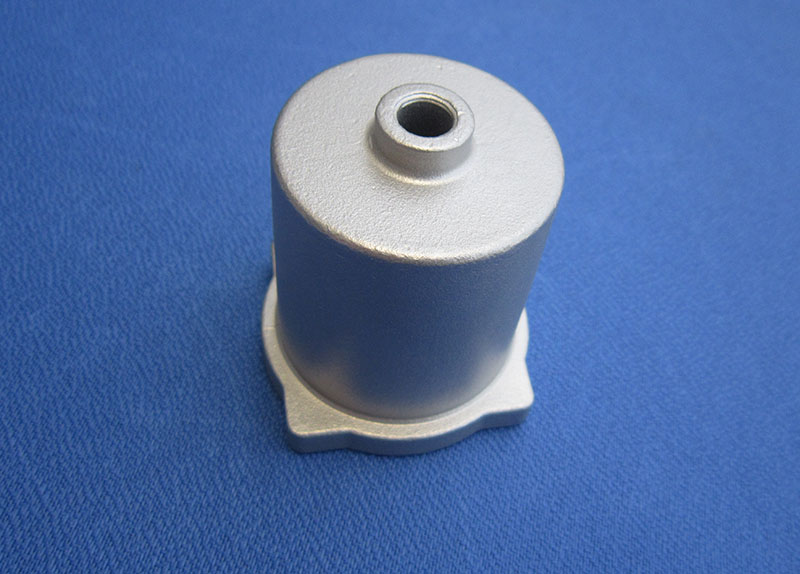 阀门
阀门 
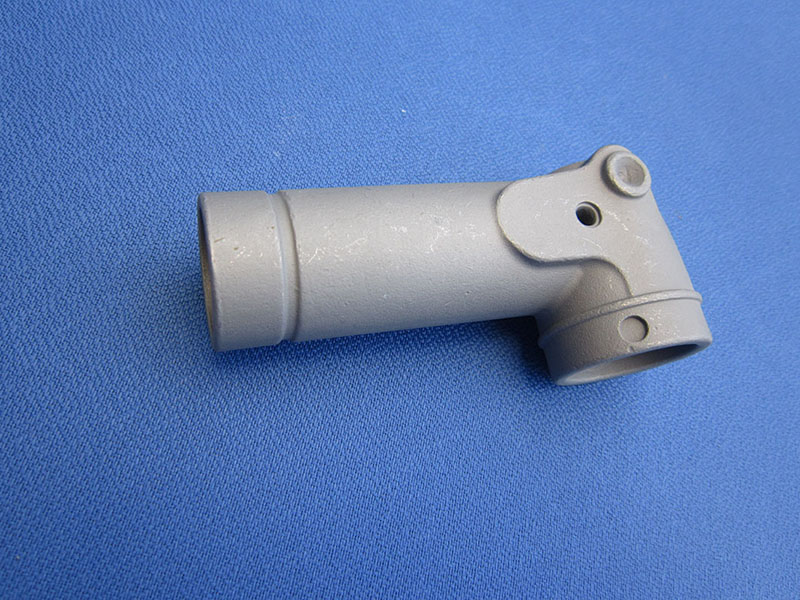
 机电机械
机电机械  机电机械
机电机械 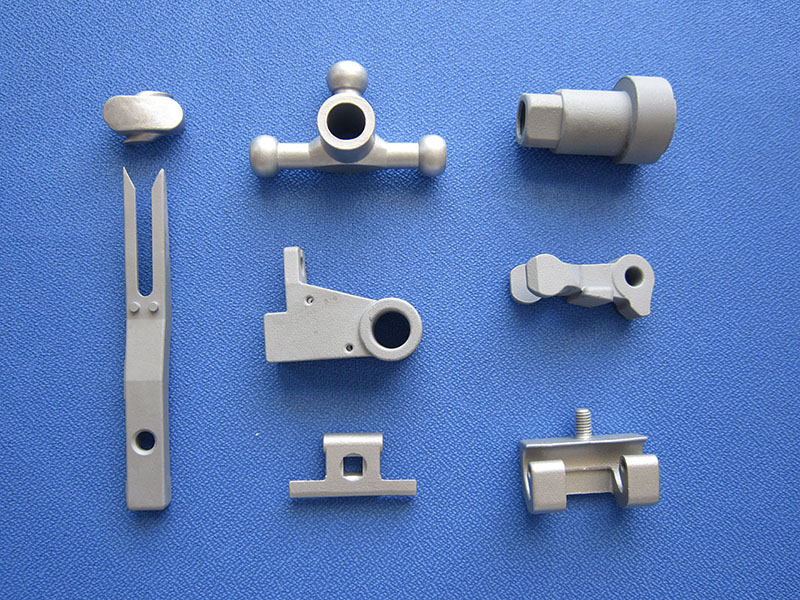 机电机械
机电机械 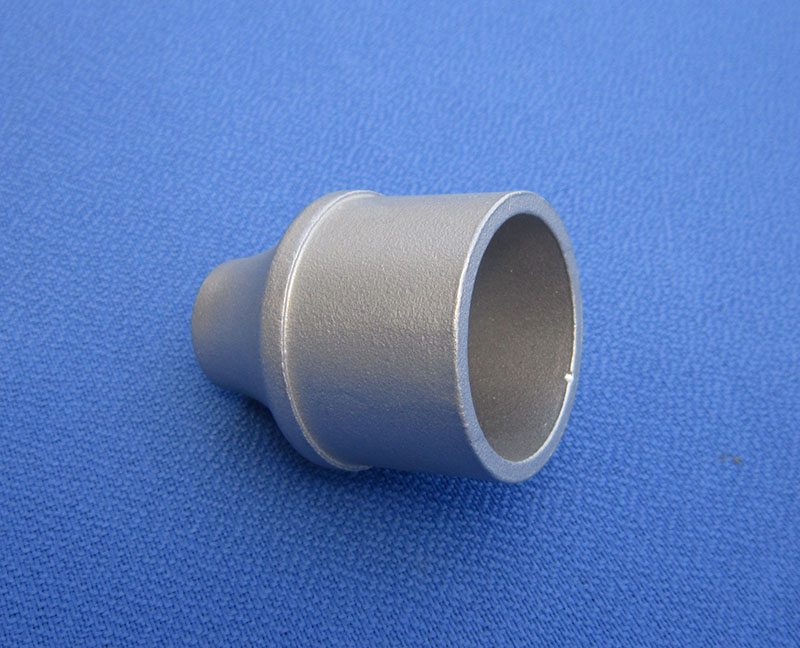
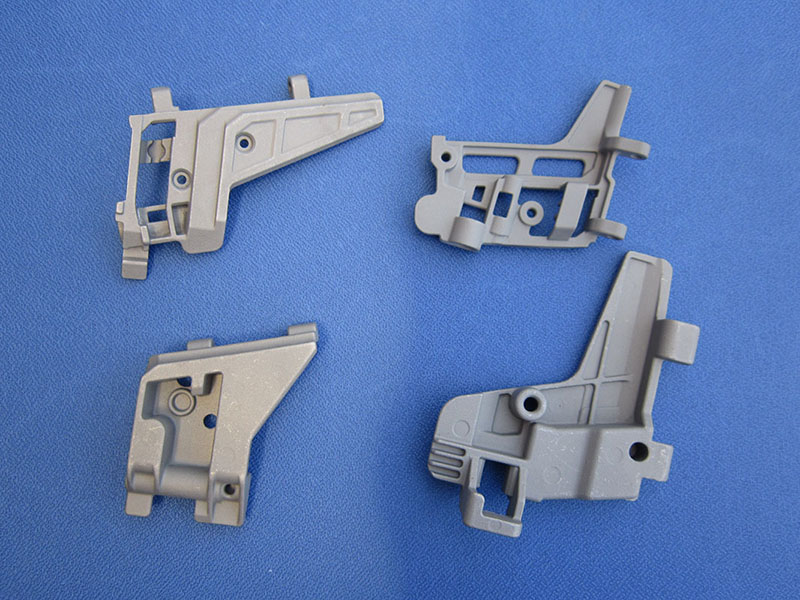
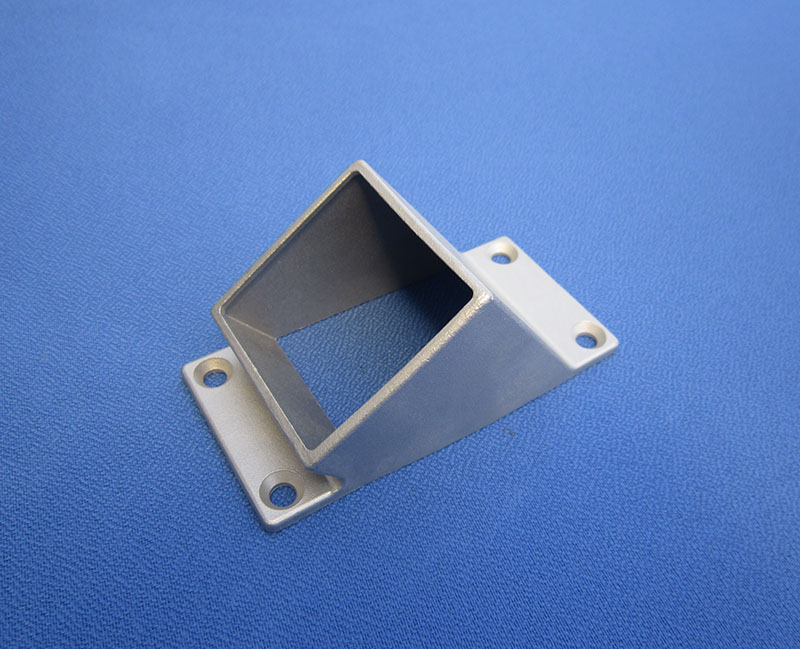 建筑五金
建筑五金 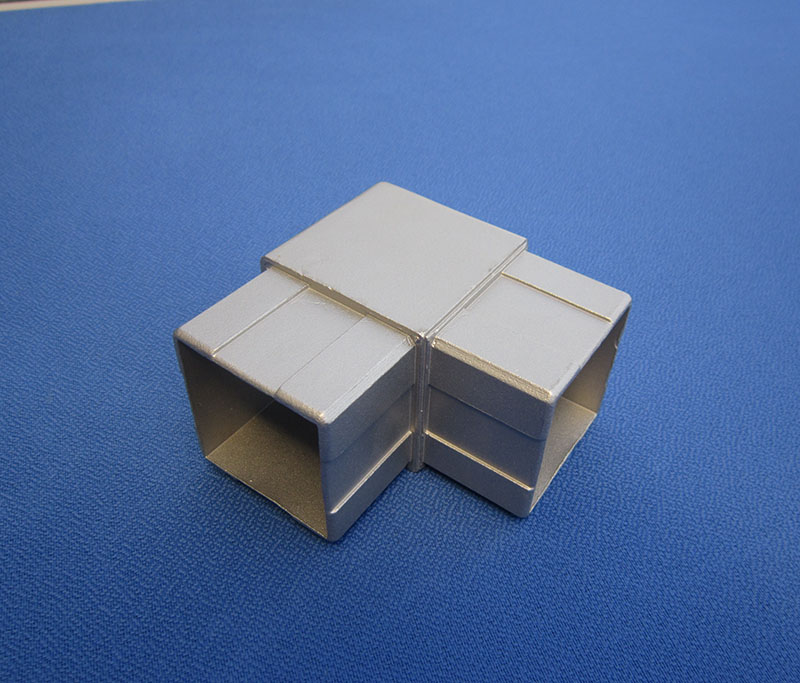 建筑五金
建筑五金  建筑五金
建筑五金 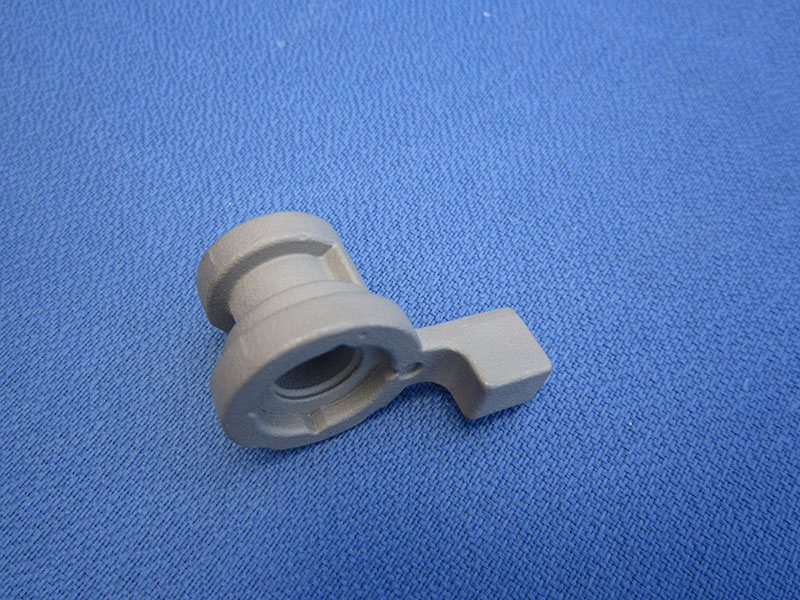
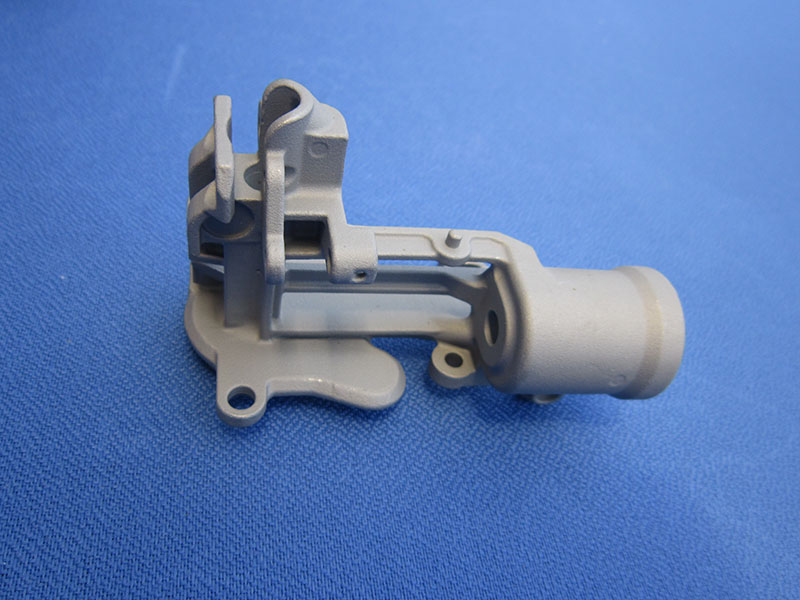
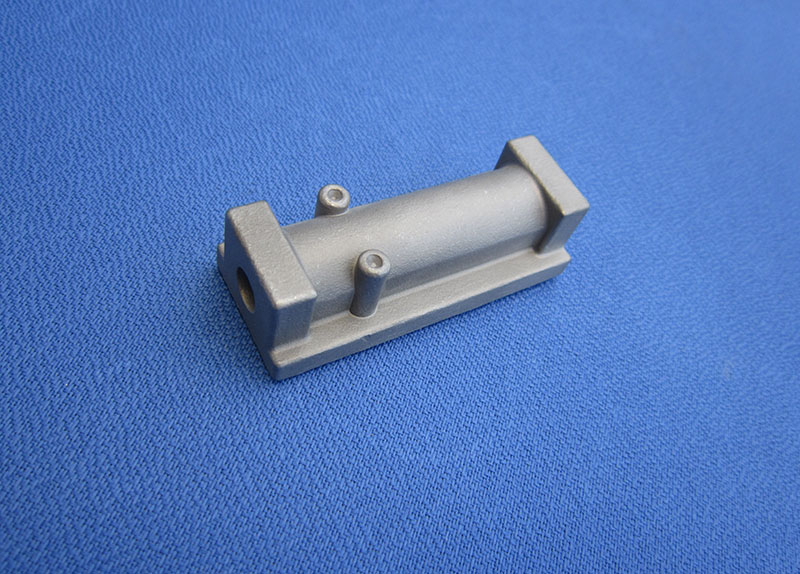
 气动配件
气动配件 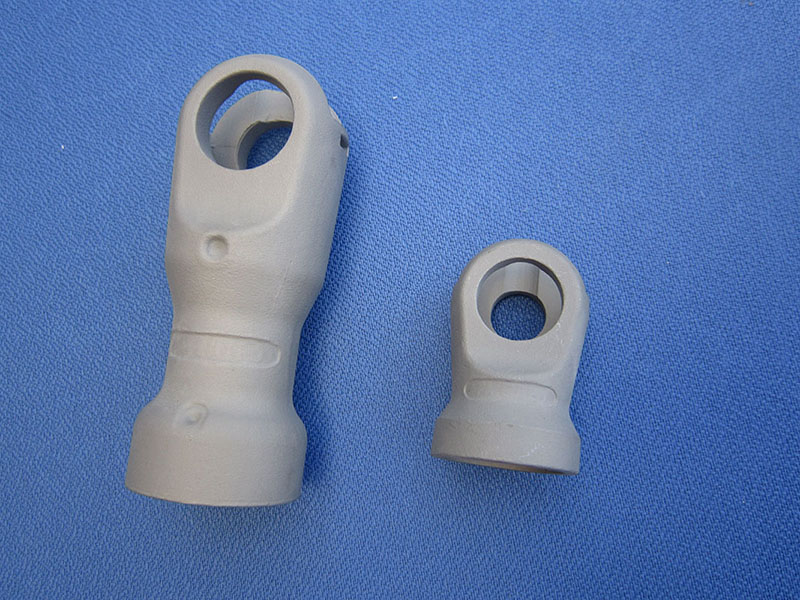 气动配件
气动配件  气动配件
气动配件 
熔模精密铸造
又称“失蜡铸造”。根据客户需要的产品要求设计加工出模具,将蜡料压制到模具中形成产品蜡模,与浇口杯和浇道蜡模粘接形成蜡树,在蜡树外表涂覆多层耐火浆、砂料后制成型壳,加热熔出型壳中的蜡料,然后将金属液浇注进经过高温焙烧的型壳中,金属液凝固、冷却后,通过切割、清理等后处理方法,获得所需要的铸件。与其他铸造工艺相比:适用的材质范围广,铸造的产品结构复杂、表面粗糙度高、尺寸精度高,可不加工或很少加工,是一种近净成型的先进工艺。

射蜡

修蜡

组数

制壳

脱蜡

浇注

后处理

整修

品检

机加工

包装出货
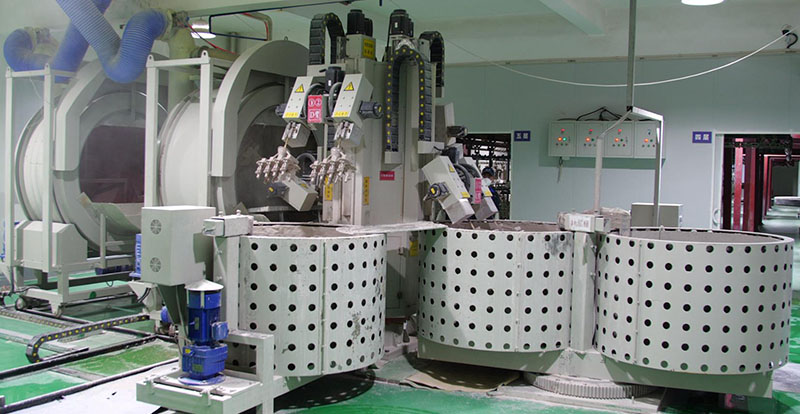
能力介绍

企业简介
连云港立大绿能科技有限公司,位于江苏省灌南县经济技术开发区。交通便利发达,距离连云港花果山国际机场30公里,淮安涟水机场40公里,距高铁灌南站只有1公里。立大绿能科技有限公司隶属于钰诚机械设备有限公司。公司建筑面积20000平方米,员工200多人,年生产零件1500万件,总投资1.2亿人民币。
公司所拥有的3D打印壳模技术,能够对于特殊结构工件的快速成型制作,属于国内首创。在工艺生产制成方面我们拥有:全自动沾浆制壳工艺,能够保型壳的一致性,工业机器人手臂、真空熔炼炉、CNC数控机床、真空干燥机、金相分析仪、三次元,二次元,投影仪,德国spectro光谱分析仪等设备配备,能够保证客户的要求品质。我们的真空浇铸设备能够完成对高温合金,特殊合金的生产浇铸。本着持续创新的经营理念公司有着一支完善的开发工程团队并与国内多所高校进行合作。
公司拥有国家发明专利十余项,并通过TS16949认证,于2015年6月已申请高新企业认证;于2016年成功开发出3D打印壳模技术,获得过多项国际与国内的科技创新奖项并申请专利。
公司创始人吴政宽先生,于1985年在台湾协准公司开始精密铸造事业,至今已有30多年的硅溶胶脱蜡精密铸造工艺经验。产品主要应用于:汽车零件,油田器材,机械配件,气动、电动、手动工具及建筑五金,工艺饰品等,主要产品材质有:奥氏体300系锈钢、马氏体400系不锈钢、析出硬化型不锈钢、镍基合金、双向钢、钴基合金、低碳合金钢系、高碳合金钢系、工具钢系、耐热钢等等。欢迎OEM方式承接来图来样加工,並按用要求提供户铸件或铸后加工服务,铸件表面粗度均勻。可以按照客户要求提供成品组装服务。
公司产品远销欧洲,北美洲,东南亚,中亚,日本,俄罗斯美国,台湾,国内多家上市公司。
公司秉承着技术前沿,为社会创造价值的企业价值观,探索挑战:创新永无止境,以人为本,共创共赢共享。未来将引进更多人才、新技术、新设备,迈向百年企业,成为精密铸造界标竿。

+
-
 实力雄厚
实力雄厚 -
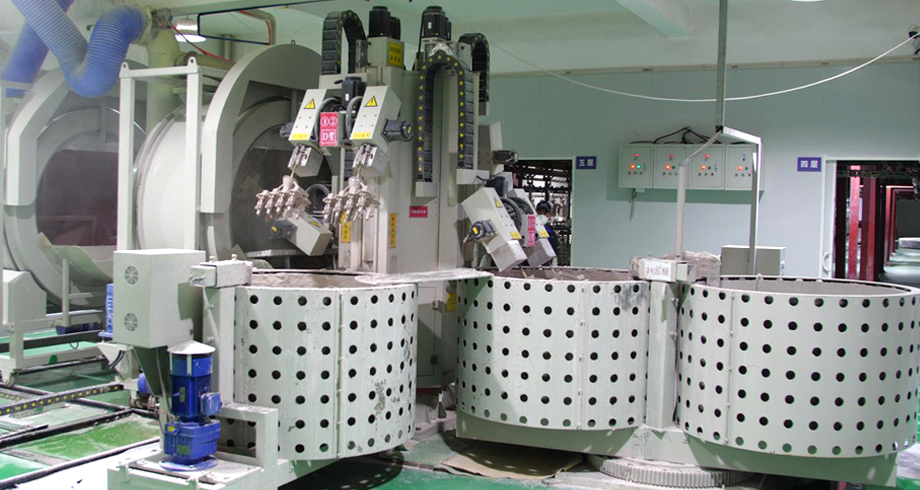
 精密设备
精密设备 -
 研发团队
研发团队 -
 售后服务
售后服务















Q & A
不锈钢铸造工艺有哪几种?
不锈钢精密铸造的工艺形式有多种,按成型时液体金属填充的特性和挤压受力情况,可分为柱塞加压、直接冲头挤压、间接冲头挤压(又分上挤法和下挤法)等。柱塞挤压铸造主要适用于形状简单的厚壁铸件及铸锭;直接挤压法适用于壁较薄、形状较复杂的铸件;间接挤压法适合于产量较大,形状较复杂的铸件。
1、配砂型
砂型是多种造型材料的混合物,要根据铸件的具体要求来确定材料的比例。砂子是耐高温的材料,是型砂中的主体。粘结剂的作用是把砂粒粘结在一起。粘结剂中应用的为粘土。有时为了满足某些性能要求,型砂中还加入其它造型材料,如煤粉、术屑等。型砂性能对铸件产量和质量的影响很大。
2、造型
砂型配好过后就要造型了,造型一般可以分为手工造型和机器造型。手工造型相比机械造型会慢很多,而且质量也会稍微差点。但是手工造型的准备工作比较少,而且灵活性高。如果是小批量的都会选择手工去造型,机器造型适合大批量的生产。
3、熔炼
将固态的金属炉料熔成具有一定成分和温度的液态合金,这项工作叫做熔炼。铸工车间中,熔炼金属的炉子的类型很多,如冲天炉、电炉、增锅炉等。熔炼铸铁的炉子,应用的为冲天炉。
4、浇筑
以合适的温度和速度,将符合要求的金属液浇入砂型中,这项工作叫做浇注。浇注是通过浇包进行的。浇注的时候,浇包要靠近浇口,不要太高,否则金属液会从浇口溅出来,要使浇口保持注满状态,以免熔渣(垃圾)进久型中,使铸件产生夹渣缺陷。
精密铸造4种制壳工艺分别是什么?
一、水玻璃型壳
这种工艺技术在我国已有近50年的生产制造厉史,通过精密铸造界同仁个数十年的坚持不懈,水玻璃型壳工艺技术的运用和科学研究已到达了很高水平。多年以来来基于背层型壳耐火材料的改善和新型硬化剂的应用推广,水玻璃型壳抗压强度得到成倍增长。
二、复合型壳
与水玻璃型壳相比较,其铸造件表层质量得到较大提高,表层的粗糙度降低、表层缺陷减少、返修率降低。可运用于不锈钢、耐热钢等高合金钢。生产周期则比低温蜡-硅溶胶型壳短得多,与水玻璃型壳相近。
三、硅溶胶(低温蜡)型壳
这种工艺技术符合国情,在精密铸造1kg以上,尤其是5kg以上中大铸件铸造件时,具备较大的适应性和优势。比复合型壳生产质量稳定,尤其是铸造件尺寸度高,因它没有水玻璃存在,型壳高温性能好,在1000-1200℃培烧后型壳透气性能高,抗蠕变能力强,既可适用于薄壁件,复杂构造的中小铸件,又可生产制造重达50-100kg的特大铸件,如水泵、叶轮、导流壳、泵体、球阀体、阀板等。相对于薄壁中小铸件或大铸件能够采用叉壳或抬壳在炉前可以直接浇铸,更可得到高良品率。
四、硅溶胶(中温蜡)型壳
它是全球上常用的精铸造件加工工艺,它具备较高的铸造件生产质量、较低的返修率,尤其适用于表层的粗糙度规定要求高,尺寸度高的中小铸件、特小铸件(2-1000g)。
一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:
(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。
(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。
(3)制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。b.蜡(模)料的线收缩率约为0.9-1.1%。c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。d.蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(佳射蜡温度为57-59℃,温度越高收缩越大)。
(4)制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,仅为4.6×10-6/℃,因此可以忽略不计。
(5)型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,仅为0.053%,因此也可以忽略不计。
(6)浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。
精密铸件的热处理是什么样的?
由于精密铸件目的不同,热处理的非常多,基本主要可分成两大类,一是组织构造不会经由热处理而发生变化或者也不应该发生改变的,第二是基本的组织结构发生变化。热处理程序,主要用于消除内应力,而此内应力系在不锈钢铸造过程中由于冷却状况及条件不同而引起。组织、强度及其他机械性质等,不因热处理而发生明显变化。
对于第二类热处理而主,基地组织发生了明显的改变,可大致分为五类:
1、软化退火:其目的主要在于分解碳化物,将其硬度降低,而提高加工性能,对于球墨铸铁而言,其目的在于获得更多的铁素体组织。
2、正火处理:主要目的是获得珠光体和索氏体组织提高不锈钢铸造的机械性能。
3、淬火处理:主要为了获得更高的硬度或磨耗强度,同时的到甚高的表面耐磨特性。
4、表面硬化处理:主要为获得表面硬化层,同时得到甚高的表面耐磨特性。
5、析出硬化处理:主要是为获得高强度而伸长率并不因而发生激烈的改变。
精密铸造加工出产中炉料主要是什么?
精密铸造加工出产中炉料主要是生铁、废钢、焦炭、石灰石等、型砂、芯砂。主要是原砂、粘土、煤粉、树脂等粘结剂、固化剂、旧砂等的运输、混砂、造型、制芯、烘烤、熔化、浇注、冷却、落砂、清理和后处理等工序,就其作业内容来讲是在机械振动和噪声中进行,有的还在高温,如熔化、浇注中作业,有的产生刺激性气味,粉尘作业环境更是恶劣。
精密铸造在进行制作的过程中直接将其室温中的液态等固化以后物质倒入其特定形状的铸模中等其凝固成形的加工办法,精密铸造多为固态然后直接加热成液态的金属,所运用的金属材料有铅、铜、铁、铝等原料。现在精密铸造成形工艺发展迅速、运用广,从现在的态势看,未来该工艺将来的发展趋势是铸件产品越来越挨近零部件产品。
精密铸造的原材料来历是十分广的,产品在运用的过程中其价格十分的低价,设备的废件、废钢以及切屑的铸件形状尺寸和零件是十分挨近的,这样能够有用的减少其切削量,这样是归于少无切削加工。精密铸造很多的出产有用的给工厂发明有利的条件,在运用的过程中采用了技能造型的办法,产品的气冲造型线能够习惯快速以及高精度造型出产线的要求。
精密铸造中冷铁原材料如何挑选?
精密铸造加工出产中炉料主要是生铁、废钢、焦炭、石灰石等、型砂、芯砂。主要是原砂、粘土、煤粉、树脂等粘结剂、固化剂、旧砂等的运输、混砂、造型、制芯、烘烤、熔化、浇注、冷却、落砂、清理和后处理等工序,就其作业内容来讲是在机械振动和噪声中进行,有的还在高温,如熔化、浇注中作业,有的产生刺激性气味,粉尘作业环境更是恶劣。
为提升铸造件部分水冷却速率,在型腔內部及工作中表层放置的激冷物称作冷铁。精密铸件生产制造中常会将冷铁、浇筑系统软件和冒口相互配合应用,操纵铸造件的凝结全过程,得到及格铸造件。
冷铁原材料的挑选,能够制做冷铁的原材料许多,因此比砂型原材料的导热系数、储热指数大的金属材料和金属材料均可采用。生产制造中常见的冷铁原材料有生铁、铝合金型材、高纯石墨和合金铜等。生铁冷铁的储热指数很大,能够消化吸收较多的发热量,有较为强的激冷工作能力。并且,生铁冷铁制做便捷、成本费廉价,在铝合金型材、镁合金精密铸件生产制造中获得运用,特别是在放到铸造件底端或尾端以提升铸造件的凝结顺序时,通常用生铁冷铁。除此之外,铝制冷铁也运用普遍。
精密铸造生产中如何正确把握温度?
一般来说,金属的蓄热能力强,激冷效果好,例如金属型模具和压铸型模具。因此在浇注时,为了减少金属液的温度对铸造模具的损伤,一般都会对模具预热,从而避免因为铸造模具的问题造成铸造件出现浇注不足或冷隔等现象,影响铸造件的整体质量品质。所以,在铸件生产中,铸造工人要合理控制温度这个参数,必要时还需在铸造工艺文件中标注出。
在一般的精密铸造生产中,模具在使用之前都要都要提前预热一段时间,目的是为了让模具的温度上升到一定的范围之内,从而在浇注时才不至于因为金属液的高温损伤模具。通常情况下,温度要控制在200℃-300℃之间。模具温度的高低,主要依靠现场工作人员的日常铸造经验,不过一般可以通过加热时间长短和模具测试两种方法来掌握。通常情况下,为了判断模具的温度,铸造工人尝试浇注一下,通过浇注后铸件的外观状态来判断模具的温度是否已经到达一定的标准。如果铸件的外观符合铸件的质量需求,则认为模具预热是合适的。
熔模精密铸造中的模壳温度控制也是同个道理,但相对来说准确。熔模精密铸造一般采用电炉或天然气炉加热,根据温度差异灵活选择电炉和气炉,高温采用天热气炉,低温采用电炉。
不锈钢精密铸造件也会生锈吗?
不锈钢铸造件具有抵抗大气氧化的能力,拥有抗腐蚀的性能。但是它的抗腐蚀能力会随着其钢质本身化学组成和环境介质类型等情况而改变。不锈钢精密铸造件表面有一层非常薄,但却细密坚固的防护膜(富铬氧化膜),可以有效地预防氧原子的渗入,防止铸件出现继续氧化的现象。但是,一旦这层薄膜遭到破坏,空气中和金属液中的氧原子便会继续渗透,或者金属中铁原子析离出来,形成疏松的氧化铁,这样的话,金属表面便会受到锈蚀,铸件便会出现黄斑,即大家所说的“上锈”。不锈钢精密铸造件生锈的主要原因有以下几个方面:
1.空气污染
污染中的空气中存在大量的硫化物、氧化碳、氧化氮等物质,这些物质遇冷便凝结成水,形成硫酸、硝酸、醋酸等液点,从而造成铸件的化学腐蚀。
2.表面附着物存在
不锈钢铸件在生产的过程中,表面可能会粘附上含有酸、碱、盐类的物质,从而引起不锈钢铸件表面的局部腐蚀。
3.电化学腐蚀
不锈钢表面存积着含有其他金属元素的粉尘或异类金属颗粒的附着物,在潮湿的空气中,附着物与不锈钢间的冷凝水,将二者连成一个微电池,引发了电化学反应,保护膜受到破坏,从而导致铸件出现“上锈”的现象。
 扫一扫关注我们
扫一扫关注我们